Rheological weldability
Rheological Weldability (RW) of thermoplastics considers the materials flow characteristics in determining the weldability of the given material.[1] The process of welding thermal plastics requires three general steps, first is surface preparation. The second step is the application of heat and pressure to create intimate contact between the components being joined and initiate inter-molecular diffusion across the joint and the third step is cooling.[2] RW can be used to determine the effectiveness of the second step of the process for given materials.
Rheology
Rheology is the study of material flow as well as how a material deforms under an applied force.[3] Rheological properties are typically applied to Non-Newtonian fluids but can also be applied to soft solids[4] such as thermoplastics at elevated temperatures experienced during the welding process. The material properties associated with the rheological behavior include viscosity, elasticity, plasticity, viscoelasticity, and the materials activation energy as a function of temperature.[3][2]
Rheological Properties
To understand the rheological properties of a material it is also important to recognize the stress strain relationship for that material at varying temperatures. This relationship is attained through experimental measurement of the resultant deformation as a function of an applied force.[3]
Influences of Microstructure and Composition
A materials rheological behavior is influenced by a combination of the materials microstructure, its composition, the temperature and pressure acting on the material at a given time. The rheological and viscoelastic properties of a polymer melt are sensitive to the materials molecular structure; including molecular weight distribution and effects of branching. As a result, rheology can be used to develop relationships between differing material combinations.[3]
Determining Microstructure
Melt rheology has shown to be an accurate method in determining the polymers molecular structure.[3] This is beneficial in determining weld compatibility between materials; as materials with drastically different flow characteristics will be more difficult to join compared to those with more closely matched viscosity and melting temperature properties.[5] This information can also be used to help determine weld parameters for the given welding process to be used.
Viscosity
The lower the η, the better the RW
Regarding sessile drop technique, wetting is characterized by degree of interfacial contact and quantified via contact angle (θc) of a liquid on a solid surface at equilibrium, as shown in Fig. 1. Interrelation between contact angle and surface tensions at equilibrium is given by the Young equation:[6]

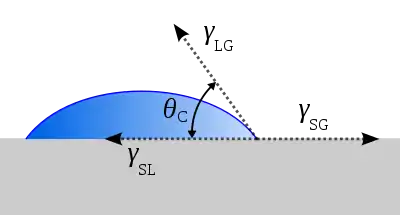




Where:
- = Solid-Gas surface tension,
- = Solid-Liquid surface tension,
- = Liquid-Gas surface tension,
- = Contact angle.




For perfectly good wetting, contact angle (θc) at equilibrium should be minimized. However, it is valid only at equilibrium, and rate of the equilibrium depends on the balance between driving force of wetting and viscosity of the liquid. In the case of polymer melts, viscosity can be very high and it may take a long time to reach the equilibrium contact angle (dynamic contact angle is likely higher than the contact angle at equilibrium).
Consequently, for the evaluation of weldability, viscosity of molten thermoplastics (polymer melts) have to be taken into account since welding is a rapid process. It can be said that the lower the viscosity during welding process (at welding temperature and pressure), the better the weldability.
Recalling that viscosity (η) decreases with increasing temperature (T) and shear rate () for most polymer melts, weldability is better where temperature and shear rate (movement) are higher within all cross-section of welding region.[2][1]

Elasticity
The lower a materials Elasticity, the better the RW
Elasticity is best described by stretching a rubber band. As one pulls on the rubber band it stretches and when the pulling force is lessened and finally removed the rubber band returns to its original length. Similarly when a force or load is applied to most materials the material deforms and as long as the force has not exceeded the materials yield strength the material will return to its original shape when the force or load is removed. The material property associated with a materials Elasticity is called Young’s modulus and the relationship between the amount of deformation for a given load is described by Hooke’s Law.[3]

Where , or the stress experienced by the material and equals the change in length divided by the original length multiplied by the materials elasticity or Yong's modulus "E".

Plasticity
The lower a materials Plasticity, the better the RW
A materials ability to deform elastically while resisting flow is called plasticity.[3] When an applied force or load exceeds the materials yield strength the material begins to deform plastically and the material will no longer return to its original shape. During the welding processes of polymers, this is experienced at temperatures above the glass transition temperature and below the materials melting temperature.[3]
Viscoelasticity
Linear Viscoelasticity
Linear viscoelastic behavior can be observed when a material experiences small and slow deformation at very slow shear rates, where the relaxation process has sufficient time to keep up with the process. This can also be experienced at the onset of larger deformation forces.[3]
Nonlinear Viscoelasticity
A polymers response to fast and large deformation forces is a non linear behavior and is more representative of the reactions experienced during the welding processes.[3]
Knowing the viscoelastic behavior allows for adjustments to temperature and pressure during the weld process in order to improve the weld quality.[5]
Activation energy
The lower the |Ea|, the better the RW
During operation of a welding process, soften or molten portion of thermoplastics (polymer articles) is able to flow through the interface. Smaller amount of flow causes smaller diffusion at the interface and lower weld strength. In order for a polymer melt to flow, macromolecular chain segments must be able to move. When the chain segments obtain sufficient thermal energy to overcome energy barrier, they can move readily. The energy barrier is called as activation energy (Ea). It can be said that if a polymer’s absolute value of activation energy (|Ea|) is lower, its weldability becomes better.
|Ea| values of such polymers as PVC decrease with increasing shear rate (), implying better weldability where shear rate (movement) are higher within all cross-section of welding region.[2][1]
Using viscosity-shear rate () data at various temperatures for a polymer, activation energy (Ea) can be calculated via Arrhenius equation:[7][8][9]


Where:
- η is viscosity of molten polymer,
- C is pre-exponential factor,
- R is universal gas constant,
- T is absolute temperature.
How to calculate absolute value of activation energy (|Ea|) by taking the natural logarithm of Arrhenius equation can be readily learned elsewhere (see Arrhenius equation).
Weldability of Polymers
Welding of polymers is dependent on intimate contact resulting in molecular diffusion and chain entanglement across the weld joint. This action requires the polymer to be in a molten state where the melt viscosity and flow behavior have a drastic influence on the amount of diffusion and entanglement.[10] Therefore, the rheological weldability is best between materials with matching or very similar melting temperatures and melt viscosity.[2] Also as a materials viscosity and activation energies are reduced the weldability of that material is improved.[2] For example welding of semi-crystalline to compatible semi-crystalline material and amorphous to compatible amorphous material have exhibited the best results.[5] While a rheological analysis can provide reasonable insight to a materials weldability,[2] in most cases production welding is typically prefaced with a series of testing to verify compatibility between both base materials as well as the process employed.[5]
Similar to welding metals, the solidified polymer weld experiences residual stresses inherent to the joining process. With polymers, these residual stresses are in part due to the squeeze flow rate leading to a specific molecular alignment direction, ultimately influencing the weld strength and overall quality.[10] Having a thorough understanding of the rheological properties of the materials being joined can aid in determining the resultant residual stresses; and in turn provide insight to processing methods that could reduce these stresses.[10]
| MATERIAL | WELDABILITY |
|---|---|
| ABS | Good to Excellent |
| Acetal | Fair to Good |
| Acrylic | Good |
| Acrylic Multi-polymer | Good |
| Acrylic Styrene Acrylonitrile | Good |
| Amorphous Polyethylene Terephthalate | Poor to Fair |
| Butadiene Styrene | Good to Excellent |
| Cellulosics | Good |
| Polyvinylidene Fluoride (PVDF) | Good |
| Perfluoro Alkoxy Alkane (PFA) | Poor |
| Liquid Crystal Polymers | Fair to Good |
| Nylon | Good |
| PBT/Polycarbonate Alloy | Good |
| Polyamide-imide | Fair to Good |
| Polyarylate | Good |
| Polyaryl Sulfone | Good |
| Polybutylene | Poor to Fair |
| Polybutylene Terephthalate (PBT) | Good |
| Polycarbonate | Good to Excellent |
| Polyethylene Terephthalate (PET) | Fair to Good |
| Polyetheretherketone (PEEK) | Fair |
| Polyethermide | Good |
| Polyethersulfone | Good to Excellent |
| Polyethylene | Good |
| Polymethylpentene | Good |
| Polyphenylene Oxide | Good |
| Polyphenylene Sulfide | Good |
| Polypropylene | Good to Excellent |
| Polystyrene | Good to Excellent |
| Polysulphone | Good |
| Polyurethane | Poor to Fair |
| PVC (Rigid) | Good |
| Styrene Acrylonitrile | Good to excellent |
References
- O.Balkan, A.Ezdesir (October 15–17, 2008). Rheological Weldability of Polymers. 12. International Materials Symposium (12.IMSP) Denizli. p. 1046.
- Balkan, Onur; Demirer, Halil; Ezdeşir, Ayhan; Yıldırım, Hüseyin (2008). "Effects of welding procedures on mechanical and morphological properties of hot gas butt welded PE, PP, and PVC sheets". Polymer Engineering & Science. 48 (4): 732–746. doi:10.1002/pen.21014.
- Dealy, John M.; Wang, Jian (2013). Melt rheology and its applications in the plastics industry (2nd ed.). Dordrecht: Springer. ISBN 9789400763951. OCLC 844732595.
- Schowalter, William Raymond (1978). Mechanics of non-Newtonian fluids. Oxford, England: Pergamon Press. ISBN 0080217788. OCLC 2645900.
- Plastics and composites welding handbook. Grewell, David A., Benatar, Avraham., Park, Joon Bu. Munich: Hanser Gardener. 2003. ISBN 1569903131. OCLC 51728694.CS1 maint: others (link)
- Young, T. (1805). "An Essay on the Cohesion of Fluids". Phil. Trans. R. Soc. Lond. 95: 65–87. doi:10.1098/rstl.1805.0005. S2CID 116124581.
- Arrhenius, S.A. (1889). "Über die Dissociationswärme und den Einflusß der Temperatur auf den Dissociationsgrad der Elektrolyte". Z. Phys. Chem. 4: 96–116.
- Arrhenius, S.A. (1889). "Über die Reaktionsgeschwindigkeit bei der Inversion von Rohrzucker durch Säuren". ibid. 4: 226–248.
- Laidler, K. J. (1987) Chemical Kinetics,Third Edition, Harper & Row, p.42
- 2nd International Conference on Mechanical, Manufacturing and Process Plant Engineering. Awang, Mokhtar. Singapore. 2017-04-28. ISBN 9789811042324. OCLC 985105756.CS1 maint: others (link)